Record PressesVinyl Lives visits with Brooklynphono. The section on Rainbo Records is also included here, although Rainbo closed its doors in January 2020. Jump to: BrooklynphonoThe machines that make records, known as presses, are cumbersome and surprisingly delicate. Depending on the process--known in the trade as one, two or three step machining, with human assist--considerable time is involved, along with many materials and plenty of attention to detail. Worldwide, there are surprisingly few record presses known to exist. Many that do still exist are used for their parts. Currently in the U.S., there are approximately twenty pressing plants, with a combined total of less than 150 presses in operation. A number of bootleg or pirate presses also exist in the United States. Many well-known European record presses also service the American recording industry. For the most part, record press technology in the U.S. ended it's progression in the 1970s. This left the task of later start-ups like Brooklynphono, located in the Sunset Park neighborhood of Brooklyn, to research history, find existing machinery and/or fabricate parts for themselves. Within the small network of competing press operators, Brooklynphono serves a growing community of record lovers whose first choice for listening is vinyl. Thomas and Fern Bernich are the husband and wife team who run Brooklynphono. Thomas trained to be a sculptor, and is self-taught in the art of pressing vinyl records. In preparation for launching their business in 2001, Thomas read everything he could about tracing the lineage of the machines, including where they were made and what happened to them after the vinyl format was declared obsolete. Researching the paths taken by viable machines on their journeys to scrap heaps in varying parts of the country, Bernich discovered that most of the existing record presses resided in places like Nashville and California. A six month search netted Bernich two large stamping-style presses, vintage 1978. Purchase price: $20,000. Trucking the machines back to Brooklyn, it took another year before the presses could be reconditioned and made operational. In addition to the presses, a large steam boiler needed to be constructed, which supplies the required high-pressure steam to the presses. Additional detective work led to arranging parts swaps with other press owners and building an informal and friendly federation among other like-minded press operators, many of whom share similar clients. Rebuilding costs were high and fabrication of new parts costs higher. The tightrope Bernich walked--between not being able to grow the business and struggling against fragile and difficult to replace machinery--was a tough balancing act. Recently, I asked Thomas to answer a few questions via email regarding Brooklynphono. Q: Please verify the number of presses that you have on hand and list the different types (SMT, Lened etc.) A: 5 SMT: 4, 12" & 1, 7". These are the standards. SMT, Lened and Hamilton are the Americans. EMI and Toolex Alpha are European. I keep seeing You Tube clips and photos of other brands. Q: What is your current perspective regarding the future for the vinyl format? A: More of the same. Q: With the manufacturing process involved with vinyl--one that is material and people intensive--how does that compare with CD? A: Complete opposite. CD quality control is done automatically at the press by machine/computer, it's very fast. There is no machine for vinyl quality control, it has to be manual. Q: On average, how much of your business comes from independent bands vs. major record labels? A: I have to confirm this. One third independent, one third small label and one third medium label. The majors are doing volume at the bigger guys.  The machines and people at work at Brooklynphono. Q: How many records do you usually manufacture in a year? What is your optimal production capacity? Is this LPs only? Any 45s?...EPs (etc.) A: A lot. Every year is more. Pressing 12" (LPs) and starting 7" (45s). Q: How much of your own foundry/machining work is required to keep your presses operational? A: There are always maintenance and consumable parts issues. Then you always have to be prepared for something major. I would say there are no spectacular examples this year. Q: Do you have any links (like You Tube) that you would like to list? A: Link to links I Stash, other very good clips as well: lathetrolls.phpbbweb.com/lathetrolls-ftopic3.html  Another view. Photo courtesy of Brooklynphono LLC. When records are made, either granulated forms of both virgin and/or recycled vinyl are used, often in a mixture consisting of 70% virgin and 30% recycled material. Usually, this vinyl material is formed into a "biscuit" or "puck" which is inserted into the press. Labels --meticulously handled and stored overnight, are kept dry until used, placed on both sides of the disc. Once the material is introduced into the stampers, upper and lower mechanisms for the stamping process exert 120 tons of pressure, while steam melts the vinyl. A simple way of saying what a record press does is that it is like making waffles. As with waffles, the process of creating discs made of vinyl results in excess material pushed beyond the edges of the record itself. Once cool, this excess can be cut and trimmed off. Interestingly, the telltale signs of the manufacturing process impart certain features which, when observed by a trained eye, can reveal a type of "fingerprint." These manufacturing details may reveal information on where the disc was made, or give some indication of the quality of materials used. Additional important production details can often be located beyond the playout grooves of the recordings in what is known as the dead wax. As well schooled record collectors know, often, this information is critical in establishing the authenticity and value of many rare or significant recordings. Most folks might be acquainted with the term "Master." For the purposes of illustrating the steps involved in pressing records, this term refers to the "lacquer master" recording, which is used to copy sometimes up to 100,000 precise versions of the master's information. The process of creating a master is somewhat simpler than the process involved in creating a stamper --the final form which results in a record for playback at home. To complicate matters further, there are several different types of record presses. But no matter what type of press is used, the technique of creating a record is nearly a vanished art. It is delicate, precise and subject to errors that can easily ruin the copying process. It is a job that requires human skill, craftsmanship and care to properly execute.  Photo courtesy of Brooklynphono LLC. For more information, visit brooklynphono.com, or call (718) 788-5777. A few words about the Record Cutting Lathe... The first steps in creating a master lacquer involve what is called a record cutting lathe. In the 1920s and 1930s, prior to the invention of magnetic tape or digital technology, these large devices were modeled on earlier phonographs and gramophones. These lathes (similar in construction to modern day turntables or record players) were usually housed next door to auditoriums specifically used for capturing sound and making recordings. In simple terms, early sound recordings were created acoustically--and later, electrically--through the lathe, via an apparatus that included a stylus, or cutting head. While sounds were conveyed from an auditorium via pulses of acoustic or electrical energy, the cutting head, placed on a rotating disc (the master lacquer), exerted pressure, forming grooves in the recording surface, etching sound waves as it traveled. While the disc rotated, the cutting head moved in concentric circles toward the center of the disc. When the sounds for the recording were completed, the master would then be inspected to determine its overall quality and suitability for duplication. If mistakes were made (flubbed notes or extraneous sounds, etc.), the imperfect master would be discarded and the process would begin again. Once the master has been deemed in suitable condition, the next series of time intensive steps in creating duplicates (copies) would then proceed. Through an exacting copying process, the master or master lacquer embodies every sound which we eventually--and hopefully!--hear as we enjoy records. Rainbo RecordsRainbo Records, another record pressing plant, was located in Canoga Park, California. In 2009, when I communicated with Jay Fairfax, the Mastering Manager at Rainbo, he patiently explained the process of taking the master lacquer and creating vinyl records. In the lingo of record manufacturing, the first steps involved create what is referred to as the father. The next steps create a mother, from which sons are created. From these offspring, stampers--the actual A and B sides of each record--are then produced. The following series of steps outlines the technically demanding and time intensive process of making vinyl records.  Rainbo Records General Manager Steve Sheldon explains Once the master lacquer arrives at Rainbo: "It is cleaned and sprayed with silver to make it electrically conductive. It is then put into a nickel plating bath and nickel is deposited onto the silver layer. This nickel layer will be built up in thickness to create the father. The father is separated from the lacquer master. (At this point the lacquer master has fulfilled its job of being the mould for the father and the lacquer will be scrapped and recycled.) The father is made up of a thick nickel layer with a very thin silver layer on top of it. The father cannot be used to make a stamper with the silver on it. In order to use it as a one step process, the silver must be chemically stripped from the surface of the nickel. Once the nickel surface of the nickel father is exposed, it can be processed as a stamper to make a record. 1 step process 2 step process Once the mother is grown to the proper weight, the mother and father will be split from each other. At this point we now have a mother which is a copy of the original lacquer. We can now strip the silver from the father and make a stamper from it. If the father were to get damaged during the processing, we still have a mother in which to grow another stamper. This keeps us from needing to cut another lacquer in case something happens. Most stampers can only make about 1000 records before they wear out. If the order is small, a two step process may make sense. If the order is larger, or if the customer feels that they may need to re-order records in the future due to good sales, then the three step process is the best option. 3 step process
Step 4: Finishing the son to make a stamper Once a son has been made it needs to be processed as a stamper. A son is just a 3rd generation plating from the original lacquer. The stamper is the finished product that will be loaded into the record pressing machine. The backside of the son is first sanded to give a smooth uniform finish and to allow the heat to spread evenly during the press cycle. Once the back has been sanded the front is cleaned with a solvent to remove any trace of dust or debris left from the sanding operation. The next step is to punch out the center hole for the stamper. This is done with a very accurate scope to locate the exact center of the stamper and punch a centering hole in it. Using this newly punched hole, the stamper is centered on a trimming lathe and the outer edges of the stamper are trimmed away to a specified diameter for the record press. The final step is called forming the stamper and the outer edge and center hole are rolled inward using a forming press to make the stamper conform to the contours of the record press dies. 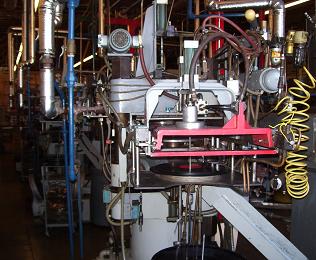   These all show the 12" vinyl record exiting the press, Step 5: Pressing a record from a stamper The stamper is inspected and sent to the presses where it will be loaded into a steam heated press. There is a stamper made for each side A and side B. (The lacquers are cut as side A and B as well). The vinyl is pre-heated into a biscuit that looks like a black doughnut. A machine places the proper side A and B labels on the biscuit and puts the biscuit into the machine. The side A stamper is usually placed upside down in the press on the top die, the side B is usually in the bottom die. Once the biscuit and labels are in place, the press squeezes the biscuit as the hot steam runs through the dies of the machine melting the vinyl biscuit into a thick goo that oozes out of the edges of the dies. During this pressing the vinyl biscuit is being flattened out to the thickness of a record. The dies allow the record to cool and the record is removed from the machine. There is still some flashing around the outside of the record that was oozed out beyond the stamper edges. This flashing is trimmed off and the finished trimmed record is delivered to the cooling stack where it will sit for awhile to stabilize before being taken to the packaging area. In the packaging area, the record is inspected again, put into a white inner sleeve and then inserted into the record jacket. The record will then be shrink wrapped, boxed and sent out to the retailers for sale." Via email, in summer 2010, Rainbo Records' Steve Sheldon discussed different aspects of the vinyl record manufacturing process. Q: Please verify the number of presses that you have on hand and list the different types (Lened etc.) A: We have a total of 17 Lened presses, 14 hooked up and 3 in storage. Q: What is your current perspective regarding the future for the vinyl format? A: I have always felt that vinyl will be around for many years to come and I still feel that way. Rainbo made a large investment in moving our plant from Santa Monica in 2006 and we would not have done this if we did not feel that there are many years left. Q: With the manufacturing process involved with vinyl--one that is material and people intensive--how does that compare with CD? A: Pressing records is more of a craft involving many months of training, even years. Most of our pressing employees have been here well over ten years and many over 20. The CD/DVD manufacturing is a modern technology where the equipment is high tech so the training period is much shorter. Q: On average, how much of your business comes from independent bands vs. major record labels? A: Our vinyl business is around 75% independent bands. Q: How many records do you usually manufacture in a year? What is your optimal production capacity? Is it all LPs? Any 45s?...EPs? etc. A: We can press 12", 10" and 7".  Records on the wall at Rainbo. Q: How much of your own foundry/machining work is required to keep your presses operational? A: Our newest record press is 31 years old and of course if you need parts you have to make them or find a machine shop that can make them for you. Q: Do you have a link for Rainbo that you would like to list? A: The best one is the History Channel. © James P. Goss, 2009. All rights reserved. Website by FCE Web Design. |
